
Профильные трубы – уникальный материал, открывающий умелому хозяину загородного участка бездну самый разнообразных возможностей. Но есть проблема – отсутствие пластичности, то есть «невооруженному» мастеру приходится иметь дело преимущественно с прямыми отрезками металлопроката, что существенно сужает «ассортимент» создаваемых конструкций. Иными словами, «голыми руками» такую трубу не согнешь. А создание гнуто-кованных изделий, ограждений, садовых арок, кровельных козырьков на входных группах и многого другого предполагает широкое применение и криволинейных деталей.

Про «отсутствие пластичности» автор, конечно, намеренно «погорячился» — у стали, идущей на производство профильных труб, она отменная. Но вот согнуть профиль, да так, чтобы соблюсти нужный радиус дуги или даже круга, и при этом не заломить критически «коробку» — это возможно только с использованием специального станка — трубогиба. Такое оборудование предлагается в продаже, но стоит оно недешево. Кого-то устроит аренда – но лучше, все же, иметь такое приспособление в постоянном своем распоряжении. Выход – изготовить станок самому.
Не стоит пугаться заранее! Задача видится вполне посильной, если домашний мастер обладает определёнными навыками в слесарном деле и в электросварке — вот без этого никак… Так что читаем и учимся — трубогиб для профильной трубы своими руками чертеж и пошаговая инструкция для самостоятельного изготовления.
Основные требования к ручным трубогибам
Любые трубы, в том числе и профильные (с прямоугольным или квадратным сечением) тем и хороши, что сочетают два важных качества. Полость внутри изделия обеспечивает малый удельный вес по сравнению с полнотелыми размерными эквивалентами. Но при этом сохраняется высокая пространственная прочность профиля, то есть согнуть металлическую трубу — просто так не удастся.
Казалось бы, приложи позначительнее усилие – и все дела, всё получится благодаря пластичности материала изготовления. Так-то оно так, но без создания особых условий для приложения силы очень велика вероятность неудачи. Мы ожидаем при изгибе, что внешняя сторона трубы растянется, внутренняя – каким-то образом ужмется. Но без специального оборудования скорее произойдёт замятие стенок с так называемым переломом трубы.
И еще одна проблема – как проконтролировать радиус изгиба и как выполнить деформацию в нужном направлении (по сути – в нужной плоскости?)
Итак, подытожим задачи:
- Надо хорошенько зафиксировать заготовку, чтобы не «промахнуться» с направлением изгиба.
- Требуется приложить весьма значительное усилие, причем, таким образом, чтобы оно было правильно равномерно распределено на участке изгиба.
- Необходимо иметь какой-то шаблон, задающий дугу или радиус и угол изгиба.
- Наконец, выполнение всех перечисленных операций не должно требовать каких-то запредельных физических усилий работника. Желательно, чтобы все основные операции смог выполнять один оператор, ну, максимум с привлечением помощника при обработке очень длинных заготовок.
Все это в комплексе позволяет выполнить качественный трубогиб. Правда, существует несколько типов таких станков, разной степени сложности и несколько отличающегося предназначения.
Оставим в сторону «экзотические» деревянные плоские шаблоны – работа с ними не отличается ни продуктивностью, ни безопасностью. Обратим наше внимания на устройства, которые больше подходят под определение станочного оборудования.
Трубогибы различных типов
Роликовые трубогибы для обкатки труб
Это одни из самых несложных в устройстве и работе, и оттого – наиболее пока распространённых трубогибов, пользующихся особым спросом у сантехников. Впрочем, помимо сантехнических круглых труб ВГП такие приспособления прекрасно справляются и с профильными трубами небольшого сечения, скажем, до 25x25 или даже 40x20.
Принцип проведения изгиба трубы обкаткой показан на рисунке ниже:

Все устройство собирается на надёжной станине (поз. 1) из стального листа или профиля (швеллера), способной выдержать серьезные механические нагрузки. Эта станина или крепится болтами к верстаку (неподвижной подставке), или зажимается в мощные тиски.
В станине имеется отверстие, через которое пропускается болт (шпилька, штырь), выполняющий роль оси (поз. 2). На эту же ось надевается диск с ребордами по обеим сторонам (поз. 3) – это как раз и есть тот шаблон, вокруг которого будет осуществляться обкатка трубы. На этом диске рекомендуется выполнить еще одну доработку, но об этом поговорим подробнее чуть ниже – в пошаговой инструкции. Вокруг этой же оси будет вращаться и рабочий рычаг (поз. 5) – его делают достаточно длинным, чтобы обеспечить плавное приложение большого усилия для изгиба трубы.
На рычаге расположен ролик (поз. 4), который как раз и будет передавать прилагаемое усилие на тело трубы. Просвет между рабочими поверхностями обкаточного диска и прижимного ролика должен быть чуть больше толщины изгибаемой трубы. Как правило, у хорошего мастера в комплекте одного трубогиба может быть несколько наборов дисков под разные профили труб.
Предусматривается какая-то система фиксации конца трубы перед началом сгиба. На рисунке показаны просто крючок (верхний фрагмент) и стопор с гайками (оба варианта – поз. 6). Как мы увидим дальше, могут быть и иные решения.
Для проведения изгиба рычаг отводится в «нулевое» положение, так, чтобы можно было завести прямой конец трубы в просвет между диском и роликом, и она уперлась (вошла) в стопорное устройство.
Затем на рычаг прикладывается усилие, и труба изгибается по круглой поверхности диска. Многие станки оснащены неким подобием шкалы, по которой можно отслеживать угол изгиба. А вот радиус изгиба в данном трубогиба варьировать не получится: какой установлен диск – таким радиус и будет. Изменение радиуса возможно только установкой другого комплекта.
Подобные трубогибы удобны там, где требуется изогнуть изделие с поворотом на 90 и даже более градусов с минимально возможным для данного профиля радиусом, для создания «ломаных» линий и т.п. А вот длинную пологую дугу с его помощью, увы, не сделаешь.
В сети немало эскизов, чертежей и примеров собственной сборки трубогибов такого принципа действия. Вот, например, один из наиболее расхожих примеров – с размерами.

Один из примеров можно разобрать поближе, в форме пошагового изложения.
Самодельный обкаточный трубогиб под профильную трубу
Для удобства восприятия информации она будет предоставлена в форме таблицы. То есть, иллюстрация – и тут же рядом ее краткое описание.
| Иллюстрация | Краткое описание устройства или выполняемой операции |
|---|---|
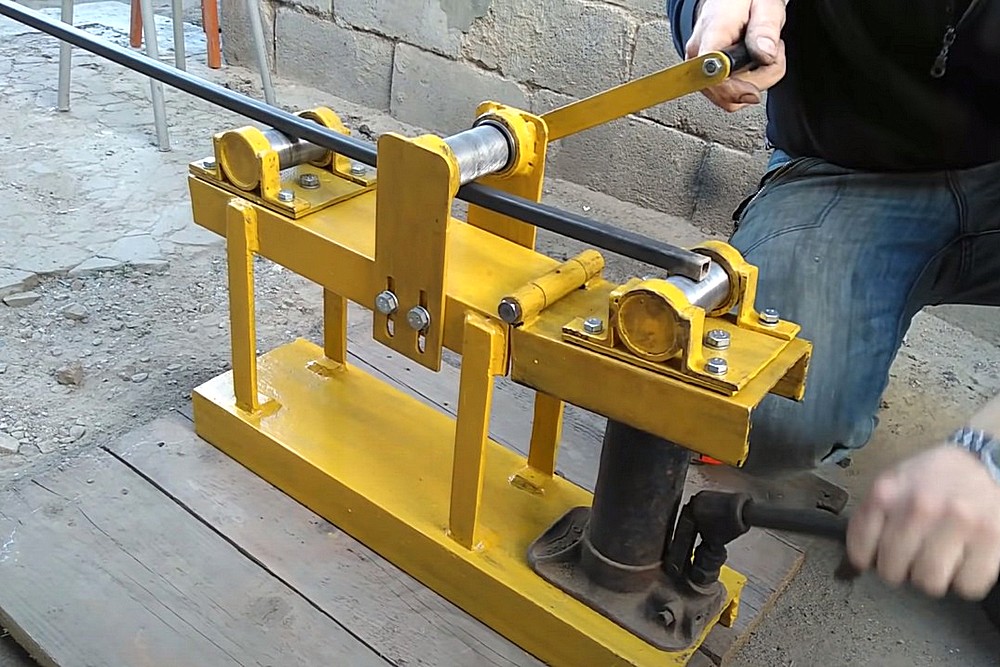
 | Итак, на первой иллюстрации – тот самый трубогиб, о котором говорилось чуть выше. Хорошо виден рычаг, изготовленный из трубы 60x40, к которому приварены две мощные полки из стальной полосы толщиной 8 мм. В этих полках просверлены соосные отверстия диаметром 21 мм – здесь устанавливаются болты М20, выполняющие роль осей для рабочего диска и для прижимного ролика. При этом ось диска делается легкосъемной, вставляется сверху, а ось прижимного валика – в «стационарном» варианте. Хорошо виден стол-верстак с мощными тисками, в который зафиксирована конструкция трубогиба. |
 | Кстати, весь рычаг в первый кадр не попал. Это неудивительно – его общая длина превосходит два метра. Это важно для приложения нужного крутящего момента в ходе изгиба трубы. Чтобы рычаг под своей собственной тяжестью не деформировался и не мешал стабильному расположению трубогиба в тисках, в своем крайнем положении он опирается на подставку на поверхности верстака. |
 | Теперь – вид на рабочий узел трубогиба с другого ракурса. Хорошо видна станина, изготовленная из швеллера 120 мм. Боковые полки его опущены вниз, и одна из них как раз и зажимается в тисках при подготовке инструмента к работе. К станине намертво приварен диск-шаблон, а для усиления жесткости этого соединения была использована косынка из стали 8 мм. Итак, станина и направляющий диск (шаблон) – связаны неподвижно. А рычаг с прижимным роликом соединяется с ними шарнирно, через съемную ось, о чем уже говорилось выше. Кроме того, в данной модели к станине приварен отрезок швеллера 80 мм, с боковыми полками, смотрящими вверх. Это – жесткий упор для обрабатываемой трубы, и к этом же швеллеру труба будет временно фиксироваться струбцинами при выполнении изгиба. |
 | Следующая иллюстрация – несколько подробнее о рабочем диске. Это, пожалуй, самая сложная в изготовлении деталь трубогиба. В прилагаемом вниманию варианте она изготовлена токарной обработкой целого, монолитного стального круга радиусом 240 мм. Хорошо видны две реборды по краям цилиндрической поверхности – они не дадут трубе соскользнуть вверх или вниз при выполнении изгиба. Этот диск рассчитан на работу с трубой 25x25 мм, поэтому расстояние между ребордами тоже равно 25 мм (чуть больше, буквально на 0,5 мм), чтобы обеспечивался изгиб строго в одной плоскости, без «лопасти». Высота реборд – порядка 10 мм, хотя особого значения это не имеет. А вот теперь очень важный нюанс – по центру этого просвета между ребордами выполнен идущий по всей окружности выступ, размером 6x6x6 мм. Профиль выступа несколько скруглен – по углам снята фаска. Этой незначительной, казалось бы, детали отведена важная роль – она, так сказать, руководит оптимальным замятием металла при выполнении изгиба профильной трубы. |
 | Наконец, опорный ролик, который будет «обкатывать» трубу вокруг шаблона-диска. Изготавливается из обычных подшипников подходящего посадочного и внешнего диаметра. Пары подшипников, например, 204 (6204) будет вполне достаточно. Важно, чтобы при сборке трубогиба расстояние между рабочей поверхностью диска (с учетом выступа) и внешней цилиндрической поверхностью ролика соответствовало размеру изгибаемой трубы. То есть чтобы труба достаточно легко заводилась в этот просвет, но, одновременно с этим, не сильно «люфтила» в нем. |
 | Как работает такой трубогиб? В «нулевом» положении рычаг отведен до предела назад, против часовой стрелки. В этом положении подлежащую изгибу трубу заводят между диском и роликом. |
 | Труба при этом должна встать параллельно приваренному опорному швеллеру и плотно упереться на него по всей его длине. Если на трубе есть риска начала изгиба (при изготовлении криволинейных деталей очень часто это является принципиальным требованием), то она совмещается с краем швеллера, как показано на иллюстрации. |
 | Чтобы гарантированно избежать ошибки при изгибе, край трубы рекомендуется жестко зафиксировать. Существует немало приемов такой фиксации, но в данном примере выбран один из простейших, быстрых и надежных. Труба временно закрепляется к вертикальной полке приваренного опорного швеллера с помощью двух струбцин. Здесь показано, как устанавливается первая струбцина… |
 | …а затем, рядышком с первой – и вторая. Можно начинать процесс сгибания трубы. |
 | Для этого мастер (может один, но лучше – с помощником, для большей плавности в приложении силы) перемещает длинный рычаг по окружности. |
 | Один конец трубы – надежно зафиксирован. Начиная от него – валик за счет приложения усилий на рычаге перемещается по дуге и обкатывает трубу вокруг шаблона. |
 | В рассматриваемом примере мастерам требуется поворот трубы на 90 градусов. Обычно на диске заранее делается отметка (риска), показывающая, что требуемый угол изгиба достигнут. |
 | После этого рычаг возвращается в исходное «нулевое» положение. |
 | Струбцины снимаются, и трубу с готовым изгибом вынимают из трубогиба. |
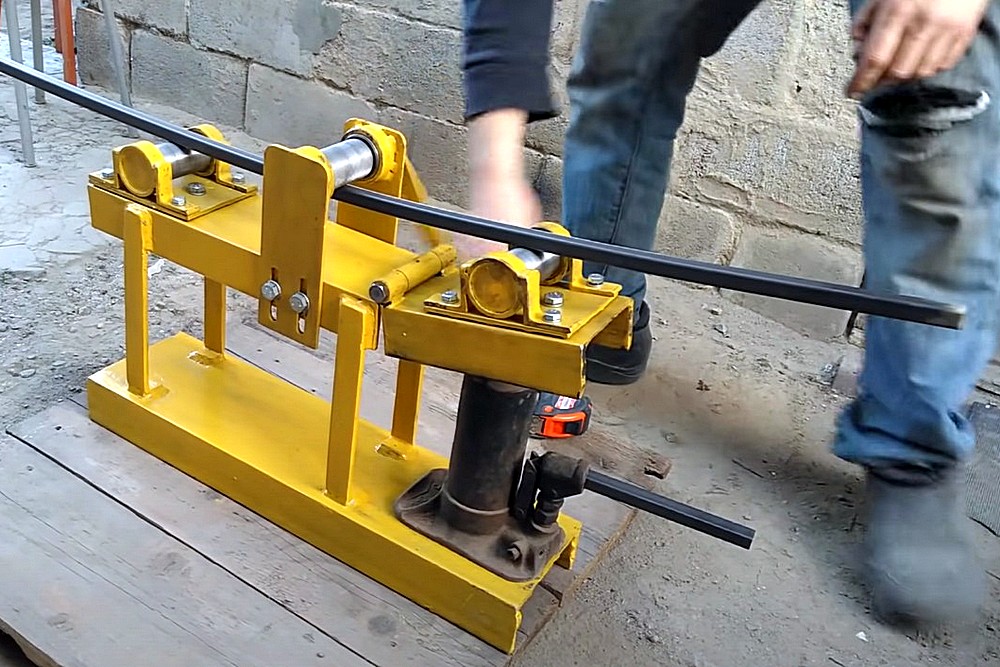
 | В демонстрируемом примере изготавливаются вот такие П-образные стойки для садовой арочной конструкции. На иллюстрации – уже готовые детали. |
 | Изгиб выглядит очень аккуратно и выполнен с достаточно высокой точностью угла поворота. Туда-сюда пару градусов — несущественно, все это легко подгоняется по месту уже в ходе монтажа конструкции. А если постараться – и вовсе ничего подгонять не придется. |
 | Кстати, интересно будет взглянуть на внутреннюю дугу изгиба. Как мы помним, по центру диска проходит выступ – именно для того, чтобы «правильно» смять стенку трубы. Так и есть – внутри имеется аккуратная ровная по всей своей длине вмятина-канавка, компенсировавшая «излишки» металла на сжимаемой стороне профиля. |
 | У хорошего мастера должна быть или разметка на верстаке, или готовый шаблон, по которому будет несложно нанести риски для требуемого угла изгиба трубы. Например, вот такой, как показан на иллюстрации – сделанный из реально изогнутого отрезка трубы с размеченной шкалой и рисками. |
 | Явный недостаток подлобного трубовидного станка в том, что для каждого профиля необходим свой диск. Вот, например, у этого же мастера лежит сборка (диск + станина) для профиля шириной 20 мм. В принципе, как вы видите, общей деталью для всех размеров труб остается только рычаг с роликом. То есть самая сложная в изготовлении деталь требуется отдельная для каждого профиля. И дорого, и хранить набор таких громоздких «бандур» - тоже проблемно. |
 | Замена-то диска для перехода на другой профиль сама по себе несложна. Вынимается вверх болт, являющийся осью поворота… |
 | А затем поступательным движением на себя рычаг стаскивается наружу. Можно убирать из тисков одну станину с диском – и устанавливать другую, под нужный размер профиля. Ну а потом – ставит рычаг на место. |
Трубогибы намоточного типа
Их сложно отнести к категории популярных среди домашних мастеров, так как они довольно сложны в устройстве и требуют приложения очень значительного усилия.
Суть заключается в том, что конец трубы закрепляется на рабочем колесе (шкиве), а рядом располагается неподвижный роликовый упор, задающий начало изгиба. При включении станка на рабочий шкив передаётся мощный крутящий момент с невысокой угловой скоростью. Получается, что шкив, вращаясь, будто бы наматывает трубу на себя, становясь одновременно и своеобразным шаблоном в плане радиуса изгиба.

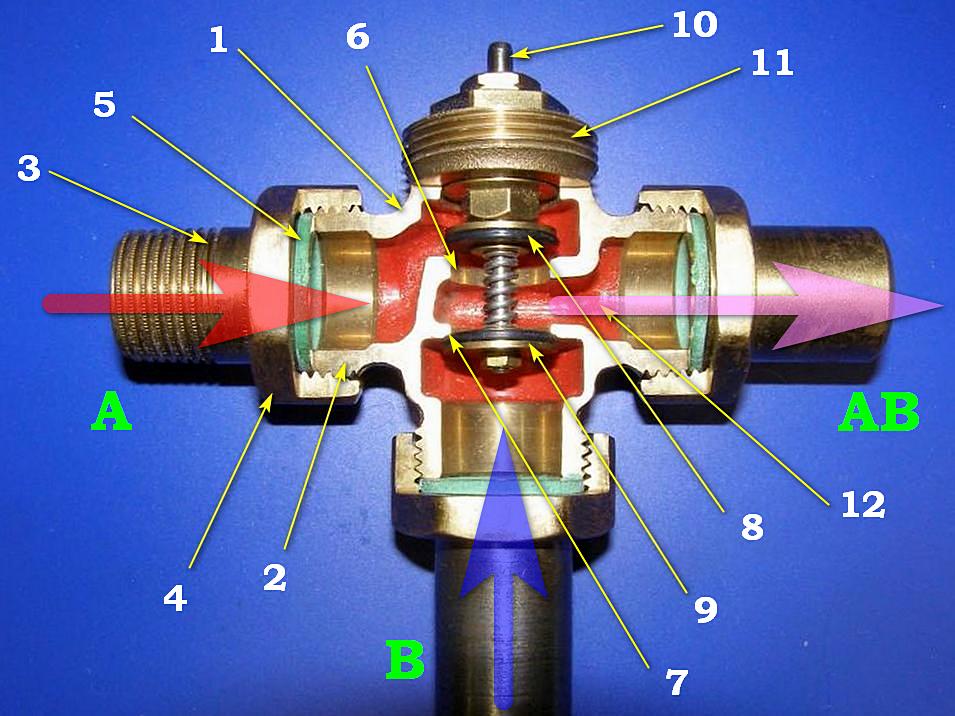
На иллюстрации цифрами показаны:
1 – рабочее колесо (шкив), получающий крутящий момент от редуктора или иной силовой передачи, например, гидравлической или механической винтовой.
2 – упорные ролики для подачи прямого участка трубы на изгиб. На фотографии хорошо заметен механизм максимального прижима роликов к шкиву после зажатия трубы, чтобы исключить люфт заготовки.
3 – механизм фиксации конца трубы на рабочем колесе.
Розовая стрелка показывает направление медленного вращения рабочего шкива. Что получается при этом – тоже должно быть понятно: труба навивается на колесо.
Подобные трубогибы промышленного производства позволяют изготавливать весьма сложные криволинейные в трех измерениях фигуры из отрезков круглых в сечении труб. Это зачастую бывает необходимым при монтаже технологических трубопроводов, со сложным переплетением различных линий. Но для домашнего пользования лучше ограничиться другими, более доступными способами придания трубам нужного изгиба. Тем более, темой у нас идет работа с профильными изделиями.

Отысканная иллюстрация показывает, что намоточный трубогиб дает возможность выполнить поворот или даже полный разворот на все 180 градусов с очень небольшим радиусом кривизны. Мастеру-профессионалу, занимающемуся изготовлением художественных кованых изделий, такое оборудование лишним не станет. Но, повторимся, для собственноручного изготовления аппарат выглядит довольно сложным, и отыскать каких-то примеров «самодеятельного творчества» — не удалось.
Трубогибы арбалетного типа
Не пугайтесь, такое название закрепилось за этими устройствами только лишь за внешнее сходство. Действительно, в процессе работы изгибающаяся труба начинает походить на натягивающиеся дуги этого смертоносного средневекового оружия.

Принцип действия такого инструмента в следующем:
- Непосредственно узел изгиба состоит из двух неподвижно закрепленных роликов, на которые будет опираться труба.
- Точно по центру между роликами выдвигается силовая поступательная передача (например, шток гидравлического цилиндра или же, реже – винт механического силового узла). Этот шток (винт) имеет на конце специальный наконечник – пуансон, который является и толкателем тела трубы, распределяющим нагрузку на некоторой площади стенок, и своеобразным шаблоном, задающим радиус изгиба.
- При подаче усилия на пуансон труба вначале просто приживается к роликам, а затем начинает изгибаться. Это хорошо показано на упрощенной схеме ниже.

Понятно, что чем дальше по центру между роликами пройдет пуансон, тем больше может быть угол изгиба трубы.
Подобные трубогибы широко используются в промышленном производстве, при прокладке трубопроводов, в организациях коммунального хозяйства. Заводские модели рассчитаны на работу с весьма большим диапазоном сечения труб – они комплектуются соответствующими пуансонами.
Впрочем, выпускаются модели и значительно попроще, в которых в качестве привода вполне будет достаточно гидравлического домкрата. Некоторые из таких приборов стали образцами для вполне успешного «копирования» или собственных проектов для самостоятельного изготовления станка.
С одним из таких примеров можно будет познакомиться.
Самодельный трубогиб арбалетного типа
Интересно, что данная модель – это почти точная копия заводской. Материала нужно немного, конструкция не отличается сложностью, так что может заинтересовать многих домашних мастеров.
| Иллюстрация | Краткое описание устройства или выполняемой операции |
|---|---|
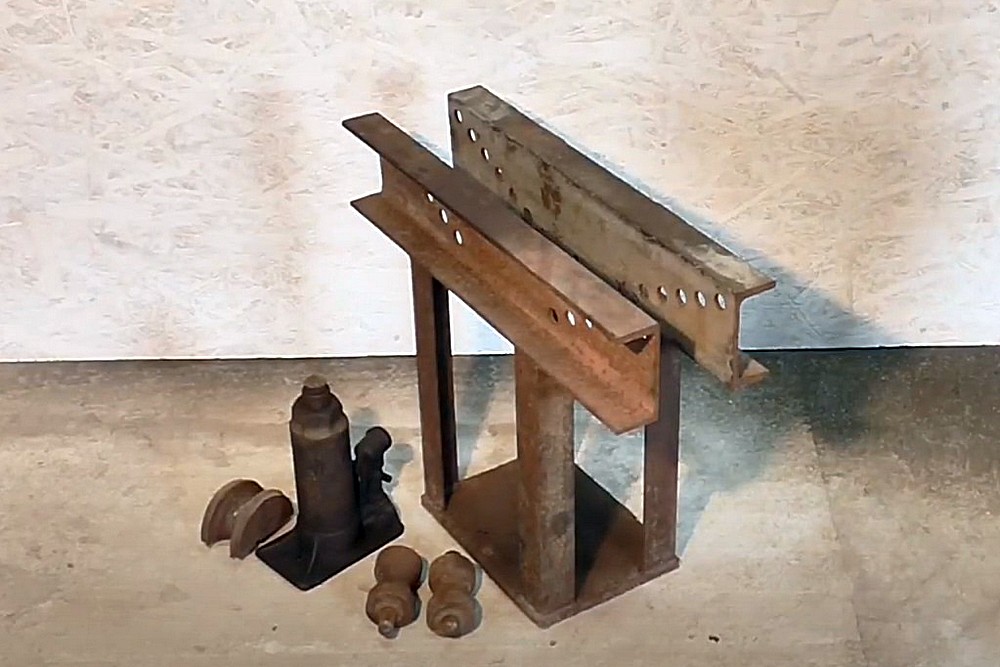
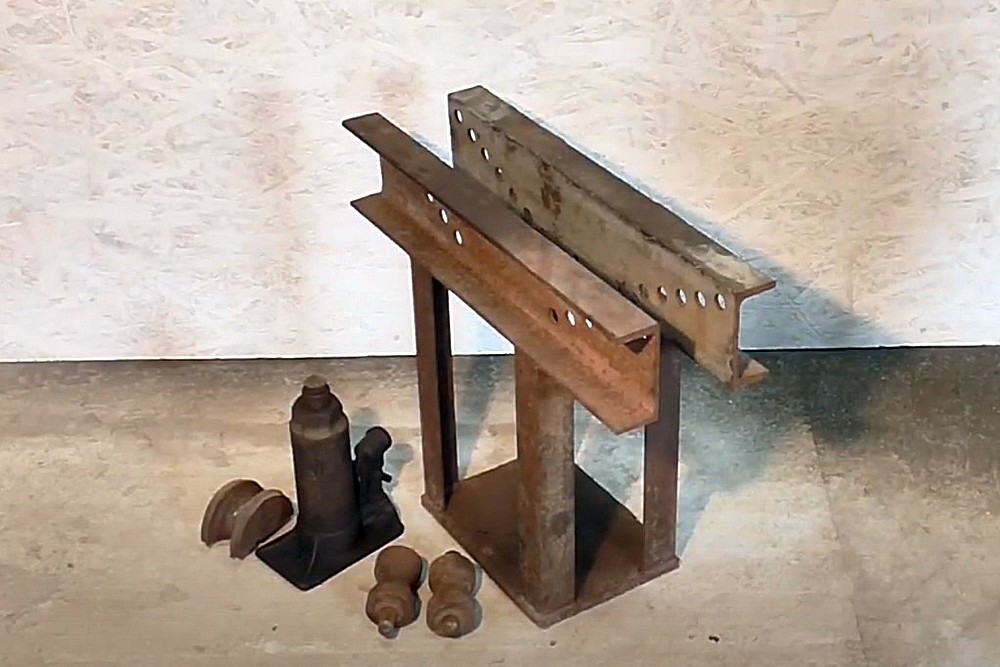
 | Возможно, выглядит грубовато и неуклюже, но на деле это очень даже эффективный арбалетный трубогиб. Для его изготовления потребовалось совсем немного материалов: - для основания (поз. 1) – металлическая пластина толщиной 5 мм; - для стоек (поз. 2) — уголок 50x50 мм; - для станины (поз. 3) — два отрезка швеллера 12П по 800 мм. Высота стоек будет зависеть от размеров имеющегося гидравлического домкрата (поз. 4). Длину основания ориентировочно можно взять 300 мм (непринципиально, лишь бы обеспечивалась хорошая устойчивость). Ширина в некотором роде может зависеть от длины имеющихся опорных роликов (поз. 5), которые должны встать ровненько между двумя противоположными швеллерами. Если ролики будут заказываться у токаря «по месту», то можно взять ширину листа в основании 200 мм. Тогда внутренний просвет между швеллерами окажется около 100 мм – вполне подходяще. |
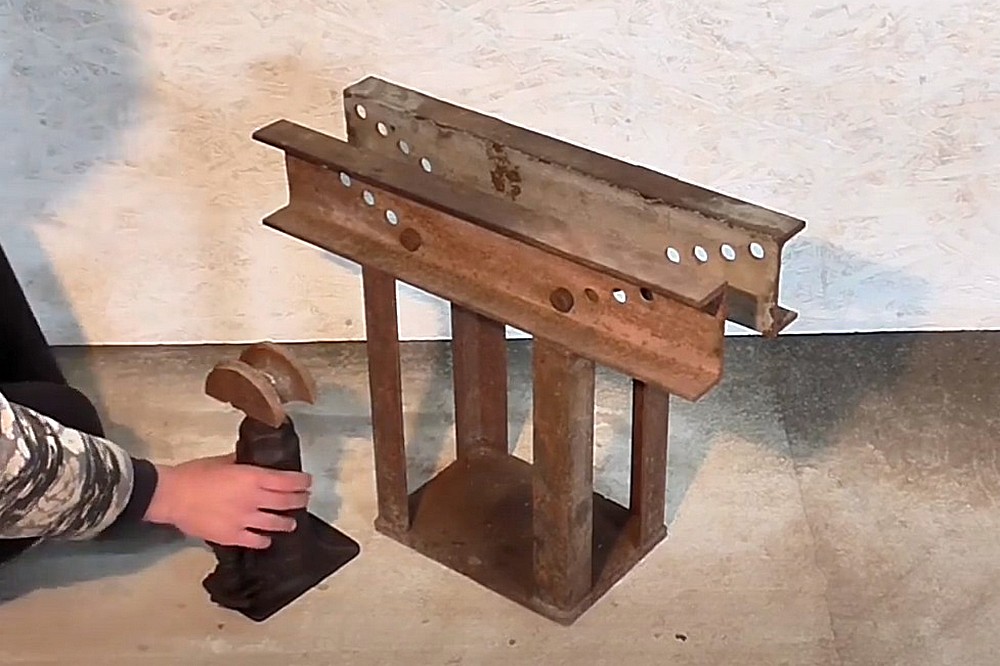
 | Если провести центральную вертикальную осевую линию, то строго симметрично ей на швеллере высверлено по шесть отверстий ? 21 мм с каждой из сторон. Отверстия расположились ступенчато, центр каждого последующего смешается на 40 мм по горизонтали от оси и на 20 мм вверх. Точно такие же отверстия совершенно зеркально имеются и на втором швеллере станины. По сути – это «гнезда», куда могут переставляться оперные ролики для изменения радиуса кривизны изгиба или диаметра обрабатываемой трубы. |
 | Вот и вся нехитрая конструкция этого трубогиба. Напряжения при работе она будет испытывать нешуточные, поэтому соединение деталей при сборке ведется на электросварку сплошным швом. |
 | Как трубогиб готовится к работе? Прежде всего, в зависимости от трубы и радиуса кривизны, устанавливаются ролики – по одному с каждой стороны в симметричные парные отверстия. Ролики по своей длине с небольшим зазором входят между полками противоположных швеллеров, то есть могут свободно вращаться. А осями вращения могут послужить или мощные штыри - пальцы, или, как в демонстрируемом примере, болты М20. Для начала осьб вынимается из ролика, ролик устанавливается к своему «гнезду». |
 | Затем он фиксируется на этом месте просунутой насквозь осью. При необходимости, ось несколько подбивается молотком |
 | Дале следует установка второго ролика – на такое же место с противоположной стороны. |
 | На шток гидравлического домкрата устанавливается пуансон – для этого на нем заранее делается гнездо-стакан для упорного пятака штока. Кстати, хорошо показана конструкция пуансона. Внешне он может напоминать половинку шкива с направляющей канавкой для точного позиционирования на трубе. Такие детали или заказываются мастеру, или приобретаются в специализированных магазинах (непростая задача). Изготавливают их и самостоятельно, например, из ранее изогнутой трубы, используя ее стенки в качестве шаблона для изгиба, и приваривая снизу стальной стакан для стыковки со шкивом домкрата. |
 | Прибор готов к работе, и предстоит изогнуть вот эту трубу диаметром 3/4 дюйма для получения отвода на 90 градусов. |
 | Труба заводится сбоку в станок, укладывается на пуансон, выравнивается по отметке, если она есть – центр изгиба как раз и должен прийтись на пуансон, то есть на вертикальную ось прибора. Нагнетая давление в гидравлическом цилиндре домкрата, поднимают шток, так, чтобы труба уже плотно расклинилась между роликами (сверху) и пуансоном (снизу). |
 | Дальнейшая работа домкратом вызовет начало искривления трубы по пуансону. Вот как это будет выглядеть сверху. |
 | А это ракурс сбоку – шток поднимается из домкрата все выше, кривизна обрабатываемой трубы усиливается. |
 | Наконец, требуемый угол изгиба достигнут. После этого можно остановить подкачку домкрата, и даже наоборот – приоткрыть клапан и стравить созданное в цилиндре давление. |
 | Затем, используя трубу в роли рычага, давя сверху на пуансон, задвигают шток домкрата обратно в корпус. |
 | Всё, готовую изогнутую трубу можно достать и использовать далее по назначению. |
 | Задача чуть усложняется – необходимо изогнуть трубу дюймового диаметра. Для этого прежде всего мастер переставил ролики с обеих сторон на одну позицию. Далее – установка трубы без каких бы то ни было новых нюансов. |
 | Готовый изгиб «дюймовки». |
 | Итак, какие-то пять минут – и две гнутые трубные детали готовы к дальнейшему монтажу. Быстро и удобно! |
Действительно, трубогиб хорош, казалось бы, всем. Правда, он больше рассчитан на обработку водопроводных или газовых труб. Можно ли им изогнуть профильную? – при соответствующем пуансоне и на небольшой угол, наверное, получится. Но скорее всего, если появится желание изогнуть, например, плавную арку из длинной трубы, или даже свернуть трубу в полный круг – с таким станком успех выглядит очень сомнительным.
Для подобных целей используется другой принцип — изгиб прокаткой.
Трубогибы прокаточного (вальцовочного) типа
Арбалетная конструкция с двумя опорными роликами и одним рабочим пуансоном при неподвижной заготовке – удачное решение, если требуется просто изменить направление трубы. А когда необходимо получить плавно изогнутую криволинейную деталь большой длины – что делать?
Было бы здорово, если равномерное усилие удавалось передавать не точечно, на конкретный участок, добиваясь ее изгиба только в этом месте, а на всю длину детали. Пусть для начала незначительное с едва заметной деформацией – но потом его наращивать, доводя, в конце концов, до ожидаемой «геометрии» заготовки.
Такие возможности предоставляет трубогиб прокаточного типа. Он в определенной мере напоминает арбалетный — те же два опорных ролика, и, вместо неподвижного пуансона — задающий кривизну рабочий вал. Только вот шаблона уже нет –это, пожалуй, единственный трубогиб, обходящийся без такой детали.

Процесс изгиба проводится не разово по контуру шаблона, а последовательно, с целой чередой прокаток заготовки через механизм изгиба. С каждым проходом поджим рабочего вала усиливается, то есть кривизна изгиба нарастает, Но так как это происходит не одномоментно, металл трубы успевает «адаптироваться», в нужной степени растянуться по наружной и сжаться по внутренней стороне профиля. И в итоге появляется возможность получать криволинейные детали с правильной дугой, вплоть до замкнутой окружности.
Отличие от арбалетного не только в отсутствии шаблона-пуансона, но и в обязательном наличии какого-то механизма прокатки заготовки через систему формирующих изгиб валов. Она может быть простейшей, с передачей крутящего момента на рабочий вал. Некоторые умельцы, облегчая себе работу в дальнейшем, устанавливают цепную передачу вращения сразу на два или даже три ролика. Встречаются модели с редукторами, которые можно приводить в движение даже с помощью, например, шуруповерта. Есть станки и с электроприводом протяжки трубы.


Но какой бы трубогиб ни был, от промышленных станков до небольших настольных моделей, принцип «трех точек», задающих кривизну, и последовательной неоднократной прокатки трубы с нарастанием этой кривизны за счет изменения положения одной из точек, остаётся неизменным.
Как уже говорилось, приобретение готового трубогиба потребует немалых затрат. Давайте посмотрим, как можно сделать станочек прокатного типа собственными силами.
Несложный в изготовлении трубогиб прокатного типа
Первая предлагаема модель – с изменением кривизны изгиба расположением одного из опорных роликов.
| Иллюстрация | Краткое описание устройства или выполняемой операции |
|---|---|
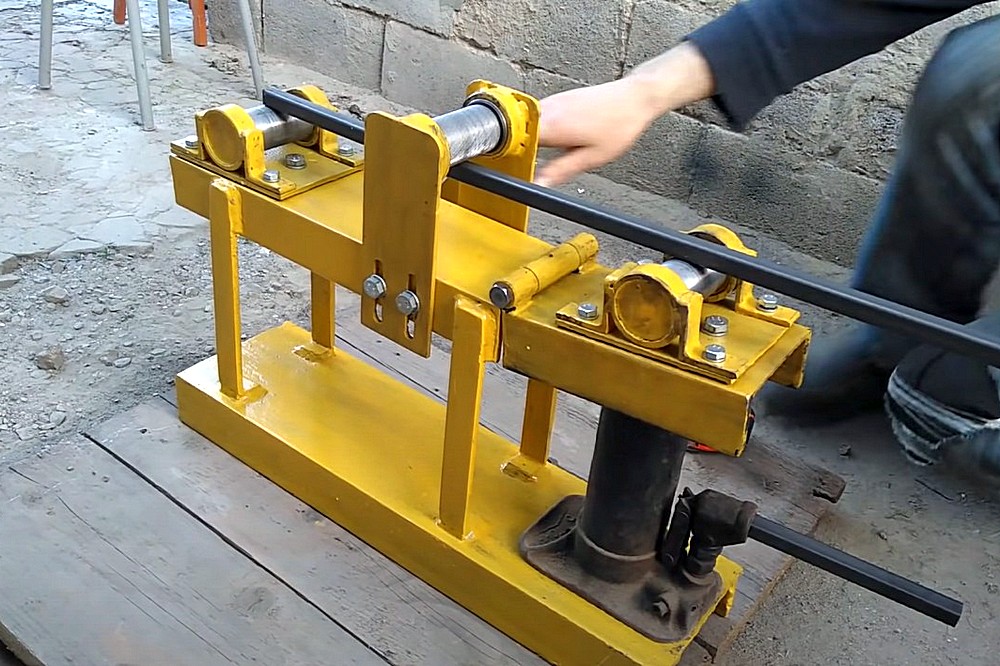
 | Вот он – трубогиб в сборе, готовый к работе. Сразу видно, что его устройство никак не назовешь запредельно сложным. |
 | Станина трубогиба изготовлена из швеллера 12П, то есть с шириной полки 120 мм. Нижняя деталь станины сплошная, длиной 600 мм. Верхняя часть станины – разборная, состоящая из двух деталей. Неподвижная – длиной 400 мм, соединенная с нижним швеллером четырьмя стойками из стальной полосы (подойдет и уголок). Вторая деталь (длиной 200 мм) соединена с первой шарнирно – из обычной трубы ВГП изготовлена самодельная петля с осью (шарнир отмечен стрелкой). |
 | Под этой откидывающейся верхней частью станины располагается обычный автомобильный гидравлический домкрат. Он ничем не связан со станком, останавливается на место только по мере необходимости, то есть в другое время может использоваться и для других надобностей. |
 | Расстояние между швеллерами по вертикали напрямую зависит от размеров имеющегося домкрата. В крайнем нижнем положении штока домкрата подвижная полка станины должна быть полностью опущена, вровень с неподвижной стороной. В рассматриваемом примере расстояние было взято в 300 мм. |
 | На верхней полке станины установлены роликовые механизмы, но каждый имеет свои особенности. — «а» - опорные ролики. Один стоит на неподвижной полке, второй – на шарнирно перемещающейся. Именно перемещением этого ролика будет задаваться кривизна изгиба трубы. В остальном ролики «а» - одинаковы. — «б» - регулируемые по высоте подставки, закреплённые на неподвижной части станины. В верхней части подставки оканчиваются блоками подшипников. — «в» - рабочий прижимной ролик. Он расположен ровно по центру между двумя опорными. Так что по горизонтали между осями всех роликов – по 250 мм. Регулировка центрального прижимного ролика по высоте необходима в данной модели исключительно при изменении сечения изгибаемой трубы. То есть, например, при переходе с трубы 15x15 на 20x20 и т.п. А уже в ходе выполнения изгиба никаких корректив в расположение этого блока не производится. |
 | Строение и крепление опорных роликов к станине, неважно, на подвижной или шарнирной ее части – одинаковы. Используются 204 подшипники, к которым прихвачены сваркой стойки из уголка. Эти стойки болтами прикреплены к пластине-основанию, а уже сама пластина, тоже болтами, крепится в швеллеру. Соединение сделано разборным, чтобы в случае чего облегчить замену вышедшего из строя подшипника на новый. |
 | Сами ролики диаметром 40 мм выточены из высококачественной стали – в качестве заготовки использовалась автомобильная полуось. |
 | Центральный прижимной ролик закреплен в приваренных к стойкам блоках таких же подшипников. Сразу видна особенность поверхности – на ней нанесена мелкая насечка. Это оттого, что ролик является еще и протяжным – с его помощью будет осуществляться прокатка профиля туда и обратно. Насечка – неплохая мера от возможной пробуксовки. |
 | А для вращения ролик имеет монолитную ось, выходящую с одной стороны наружу, где к ней жестко крепится рукоятка. Длина рычага этой рукоятки – всего 200 мм, и этого достаточно для развития усилия, необходимого для протяжки трубы по валикам. Вот, по суьти, и все устройство станка. |
 | Посмотрим на трубогиб в работе. Предстоит изогнуть дугу из профиля 15x15 мм. Труба заводится сбоку на опорные ролики, и при этом должна почти без люфта пройти под прижимным роликом. Вот именно для такой подстройки и необходима в данной модели регулировка прижимного ролика по высоте. При необходимости ослабляются болты на стойках, прижимной ролик опускается до касания трубы – и болты вновь затягиваются. Заготовка готова к работе. |
 | Труба дальним своим краем лежит на опорном ротке. В этом положении движением рычага нагнетается давление в цилиндре домкрата. Шток начинает перемещаться вверх и приподнимает подвижную часть станины с опорным роликом. Положение опорных точек изменилось – задан небольшой изгиб, в стенках трубы появилось внутренне напряжение. |
 | Через рукоятку вращение передается на протяжный, и одновременно – прижимной вал. Труба перемещается вперед, и внутренние напряжения компенсируются деформацией – появляется лёгкий изгиб профиля. |
 | При перемещении трубы этот изгиб одинаково передаётся по всей длине трубы, кроме небольших «технологических» участков по краям. |
 | Дощли до крайней противоположной точки. Здесь нужно быть аккуратнее, чтобы труба из-за неловкого движения не дошла да конца и не соскочила с ролика. |
 | Вновь с помощью домкрата при понимается подвижная часть станины с роликов, кривизна изгиба трубы увеличивается. |
 | Продолжается прокатка трубы – радиус дуги постепенно уменьшается. |
 | И в таком порядке работа продолжается до тех пор, пока не будет получена нужная «геометрия» изгиба трубы. |
 | После того, как нужная дуга получена, из цилиндра стравливается давление, шток опускается, подвижная часть станины освобождается, и трубу будет уже несложно достать из станка. |
 | И вот она – готовая арочная деталь из профильной трубы, полученная с помощью самодельного трубогиба. |
 | Все, вроде бы, хорошо, но, как отметил сам автор этой разработки – полезли наружу недостатки. Во первых – на самих роликах нет ограничителей (реборд) для трубы – сохраняется вероятность, что профиль при сильном напряжении может вильнуть в сторону, испортив этим самым всю картину. |
 | Следует продумать временную фиксацию подошвы домкрата на поверхности нижней станины. При больших углах подъема подвижной полки станины возникает довольно значимая горизонтальная составляющая вектора приложения силы. И домкрат, не имея предохранительных упоров, начинает банально сползать с горизонтальной поверхности швеллера. |
 | Наконец, далеко не все в порядке в точке упора штока в нижнюю часть качающейся платформы с роликом. По мере возрастания угла наклона упор становится все менее надежным, а на большом возвышении – и вовсе стремится опрокинуть домкрат или сдвинуть его в сторону. Здесь бы напрашивается какое-то шарнирное соединение с передачей усилия на любых углах подъема платформы. Есть на чем подумать. Если у опытных читателей имеются предложения пол этому поводу – будем рады их выслушать. |
Итак, простота такого подхода к изменению кривизны изгиба оборачивается довольно серьёзными недостатками и лишними проблемами. Так что посмотрим еще и на другой вариант подобного трубогиба.
Самодельный трубогиб из «бросового» материала и без токарных работ — пошагово
Показанная ниже модель – далека, конечно, от идеала. Но ее достоинство в том, что собрана она из материалов, которые можно отыскать в куче хлама в гараже или, на крайний случай, приобрести в ближайшем пункте приема металлолома. А изготовление опорного валика – не потребовало обращения к специалисту-токарю, все выполнено самостоятельно. В итоге, с учетом того, что все же пришлось приобрести, стоимость трубогиба едва достигла тысячи рублей. За такие деньги вы точно ничего путного не купите.
| Иллюстрация | Краткое описание устройства или выполняемой операции |
|---|---|
 | Итак, метровый кусок швеллера, два метра уголка и гора старых подшипников были приобретены в пункте вторсырья за очень смешную сумму. |
 | Из нового, магазинного приобретена метровая шпилька М18… |
 | …и необходимое количество гаек М18, широких шайб и прочей мелочевки. |
 | Из числа приобретённых в утильсырье подшипников некоторые пришлось все же выкинуть, но необходимое количество поддавшихся восстановлению к жизни – тем не менее, набралось. Остальное железо – обрезки труб, болтики, пластина 5 мм – нашлось в гаражных запасах. Можно начинать готовить детали трубогибного станка. |
 | Нарезаны первые заготовки. - Станина из швеллера (8П) длиной 400 мм, - Четыре стойки из уголка 25x25 мм длиной по 250 мм. |
 | Ржавчину с металла лучше счистить еще на этой стадии работы – легче будет в выполнении последующих операций, в том числе – сварных. Ну а в конце сборки весь трубогиб неплохо будет покрасить. Итак устанавливается щетка, с заготовок счищается старая грязь и ржавчина. |
 | Швеллер переворачивается полкой вниз, и на вертикальных боковых полках производится разметка и расстановка четырёх направляющих из уголка. Они будут по центру образовывать коробчатую конструкцию, внутри которой станет перемещаться прижимная головка с ведущим прижимным роликом. |
 | После разметки стойки поочередно привариваются к станине. |
 | На настоящий момент сборки должна получиться вот такая конструкция. Все стойки, понятно, одной высоты и строго параллельны друг другу, перпендикулярны швеллеру. |
 | Из стального листа 5 мм вырезаются другие необходимые детали этого прижимного блока. Справа показана пластина 130x80 мм с отверстием диаметров 19 мм строго по центру. Слева – пластина 70x80 мм, также с отверстием 19 мм строго по центру, и плюс еще две детали сложной формы, показанной на иллюстрации. |
 | Здесь размеры не столь важны – главное, чтобы эти две детали были совершенно одинаковыми. Дальше по ходу изложения станет намного понятнее их предназначение – несложно будет определиться и с размерами для своей модели. |
 | Большая пластина будет играть роль крышки этого блока и резьбовым «упором» для винтового механизма перемещения прижимной головки. Но ставиться она будет несколько позднее. |
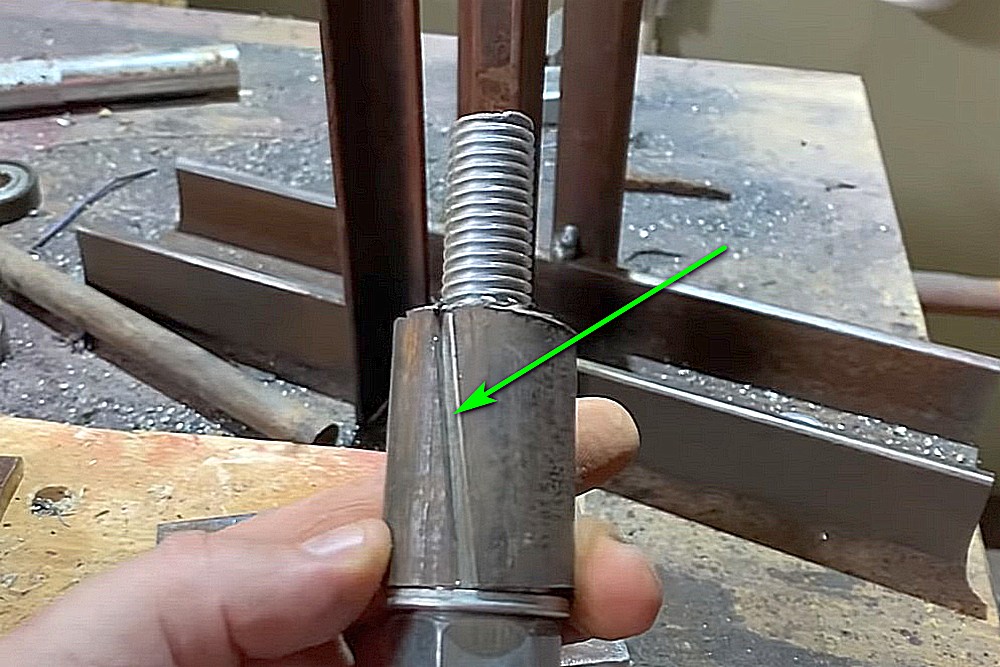
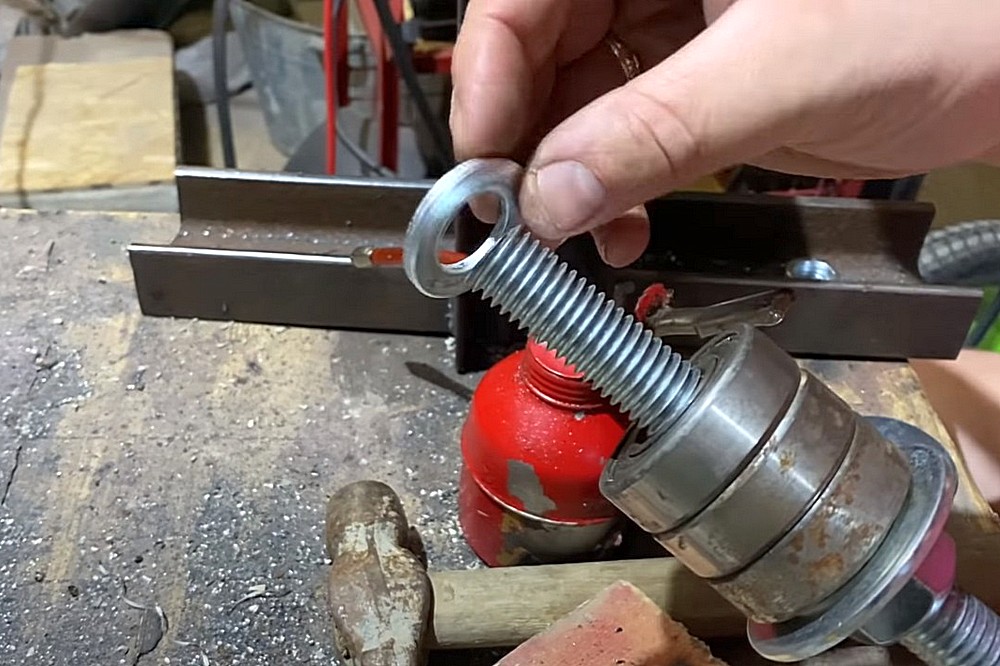
 | А пока переходим к изготовлению прижимного ролика. Как и было обещано – без обращения к токарю. Валик буде представлять собой сложную наборную конструкцию. Сначала отрезается фрагмент шпильки М18 длиной 200 мм – она станет осью прижимного валика. Для удобства на шпильку навинчивается гайка, устанавливается широкая шайба — это будет временный упор. |
 | Отрезается катушка дюймовой трубы длиной 40 мм (ДУ 25 мм, наружный диаметр – 33,5 мм), надевается на шпильку – до упора в шайбу. Понятно, что о соосности пока и речи не идет – просвет трубы значительнее шире шпильки. Поэтому в этот просвет укладываются отрезки электрода 3 мм, так, чтобы они плотно и равномерно распределились по окружности. Это еще не все – одной оболочки из трубы ДУ25 – мало. Поэтому одевается еще одна, из трубы ДУ 32 мм, наружным диаметром 42,3 мм. |
 | Но чтобы «натянуть» вторую катушку, ее приходится разрезать вдоль м несколько расширять. То есть на поверхности остается канавка, которую нужно не забыть заполнить металлом при проведении сварки. |
 | Вся эта сборка аккуратно обваривается сначала с открытого торца. Затем со шпильки скручивается временная опорная гайка, снимается шайба – и обваривают второй торец. Одновременно заваривают и разрез на внешней катушке. После легкой шлифовки, удаления явных наплывов и заусенцев, ролик можно считать вчерне готовым. Окончательная его шлифовка будет выполняться позднее. |
 | Готовится опорная пластина с цапфами под подшипники прижимного вала. Цапфы привариваются по противоположным краям пластины. |
 | На этой стадии очень важно добиться строгой симметрии этих цапф, иначе вал может получиться с перекосом, что скажется на качестве результатов работы со трубогибом. В случае необходимости – можно подкорректировать размеры деталей напильником. |
 | На ось (шпильку) прижимного вала с обеих сторон надевается по подшипнику. |
 | Затем эти подшипники устанавливается ровно на цапфы прижимной головки. |
 | Следующим действием подшипники привариваются к цапфам. Для каждого достаточно двух точек крепления – с одной и другой стороны, так как перегревать подшипники сваркой – не рекомендуется. |
 | Продолжается сборка головки. Отрезается еще один фрагмент шпильки М18, длиной 400 мм – это будет силовая винтовая передача на прижимной валик. Шпилька заводится снаружи через отверстие в пластине головки, и на нее наживляется гайка, которая затем накручивается так, чтобы шпилька вышла из нее буквально на 2-3 миллиметра. |
 | Следующий шаг – эта гайка прихватывается к шпильке сваркой в трех - четырех точках, этого достаточно. |
 | Теперь другая гайка навинчивается с противоположной стороны пластины. но она ни в коем случае не затягивается – оставляется просвет порядка 0,5 мм. Так, чтобы пластина сохраняла полную свободу вращения вокруг своей оси – шпильки. |
 | И в этом положении вторая гайка также прихватывается к шпильке. |
 | Собранная головка опускается между направляющими на свое место. Сверху устанавливается пластина-крышка, через отверстие которой пройдет вертикальная шпилька – винт. |
 | Установленная крышка приваривается к стойкам. |
 | На торчащий сверху участок винта накручивается гайка, до упора в пластину-крышку. Ну а затем - гайка приваривается к этой пластине. Винтовой подъемный механизм почти готов. |
 | До готовности ему недоставало маховика (рычага), посредством которого можно было бы вручную передавать вращение на винт. Эту роль на себя возьмет приваренная перекладина из профильной трубы 20x20 мм. Впрочем, приварить можно абсолютно любой удобный и имеющийся в наличии рычаг или маховик (колесо). |
 | В нашем примере мастер даже сразу заглушил торцы рычага пластиковыми пробками – чтобы случайно не травмировать руку во время работы с трубогибом. |
 | Прижимная головка с винтовым механизмом почти готовы. Вращением винта в ту или иную сторону можно перемещать головку вверх и вниз. При изгибе трубы именно через нее будет передаваться постепенно нарастающее усилие. |
 | Переходим к изготовлению пары опорных роликов. Для этого опять будет использоваться шпилька М18 и подшипники. Кроме того, на каждый ролик потребуется по две гайки М18, по две широкие и две узкие шайбы. Для ролика будет достаточно отрезка шпильки в 120 мм. На него сначала накручивается гайка – для упора. |
 | Затем надеваются две шайбы – большая и малая, так чтобы малая оказалась у подшипника. |
 | Затем последовательно надевается три подшипника, далее – шайбы в обратном порядке (малая – большая) … |
 | …и завершающий «аккорд» — все это прижимается гайкой. |
 | Излишне выступающие концы шпильки можно срезать «болгаркой», после чего шпилька прихватывается сваркой к гайкам, а гайки – к внешним широким шайбам. Это для того, чтобы подшипниковый блок не раскрутился при вращении. |
 | Теперь делаем ручку для вращения приводного прижимного валика – для прокатки трубы через станок. Рычаг предлагается изготовить их профильной трубы 20x20 мм длиной 250 мм. Для этого на ее конце делается вырез, куда войдет ось приводного валика. |
 | На другом конце рычага разместится рукоятка, осью которой станет шпилька 8 мм … |
 | …а проворачивающейся оболочкой рукоятки может послужить отрезок металлопластиковой трубы. |
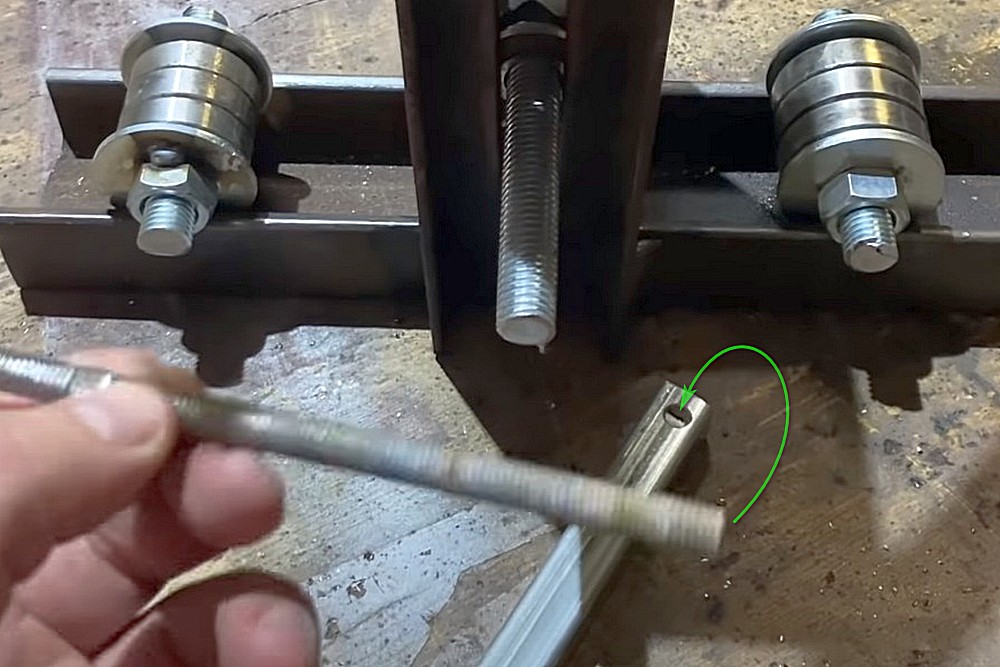
 | И, наконец, мастер решил расширить возможности трубогиба, предусмотреть возможность изменения расположения опорных роликов пол отношению к центральной оси станка – к прижимному валу. Существует множество вариантов подобной модернизации, но мастер решил ограничиться привариванием вертикальных металлических штырей из шпильки 6 мм, с шагом 40 мм. Возможно получилось не шибко красиво и удобно, но схема вполне рабочая. |
 | Во всяком случае, опорные ролики легко, усилием пальцев, перемещаются на нужное место. А после укладки трубы и начала изгиба уже никак не вылетят из своих гнезд, то есть свою роль исполнят на все 100%. |
 | Казалось бы, можно испытывать трубогиб. Но нет, раз мы обошлись без точных токарных работ, нужно еще хорошенько шлифануть наш прижимной вал, чтобы приблизить его к идеальной цилиндрической форме с точно расположенной по центру осью вращения. Для этой операции потребуется отрезок бруса 100x50 мм. На него натягивается наждачная бумага с крупным зерном, меньше Р100. Брус вставляется в швеллер так, чтобы бумага оказалась в аккурат под валом. |
 | Чтобы при вращении вала брус не вытолкало наружу, его упирают в блок подшипников, как показано на иллюстрации. Затем винтовым механизмом опускают прижимную головку, чтобы вал плотно лег на брус с наждаком. |
 | Остается только крутить рукоятку привода, чтобы вал, вращаясь и плотно контактируя с абразивом, сам себя довел до идеальной формы. А вот шлифовать его тонкой наждачной не нужно – чем грубее внешняя поверхность вала, тем лучше для прокатки профильной трубы. |
 | Вот теперь – все готово, и можно переходить к испытаниям трубогиба. Не вдаваясь особо в детали, сразу скажем, что испытания прошли успешно. Хорошо, без рывков и перекосов, работает и прокаточный механизм… |
 | …и винтовой механизм прижимной головки с валом. |
 | Да и результат получился такой, какой ожидался. Из недостатков отмечена неустойчивость трубогиба на полу или на столе во время работы - слишком уж мала площадь опоры для таких усилий, что передаются на трубу. Но это можно легко решить, просверлив, например, в швеллере два отверстия чтобы крепить станину или болтами к верстаку, или какими-то анкерами к полу. |
Безусловно, автору и исполнителю этого проекта можно попенять на качество сварных швов и отсутствие их обработки, на не вполне продуманное устройство перестановки опорных роликов. На то, в конце концов, что он не довел свое детище до полного «блеска», прежде чем выставлять на всеобщее обозрение. Однако, полагаю, что мастеру просто не терпелось поделиться своей удачей! А идея и воплощение – очень хороши, тем более, что для изготовления станка преимущественно использовались материалы, уже считавшиеся полным утилем.
* * * * * * *
И еще! Без преувеличения великолепную подборку практических советов по изготовлению трубогибов дает автор следующего видеосюжета. Даже очень опытным мастерам там будет чему поучиться.


 Екатерина Афанасьева
Екатерина Афанасьева 
 Артем Масальский
Артем Масальский 


 Найти мастера
Найти мастера